

















Anwendung der Laser-Dickenmesstechnik bei der Herstellung von Flüssigkristallglas-Substraten
Einführung in das Laser-Dickenmessgerät: Laser ist ein spezieller paralleler Strahl, der durch Laser erzeugt wird und hervorragende physikalische Eigenschaften wie starke Richtwirkung, hohe Helligkeit, reine Farbe und enge Pulsbreite aufweist. Das Laser-On-Line-Dickenmessgerät besteht im Allgemeinen aus zwei Laser-Wegsensoren, die sich vertikal gegenüberliegen: Die oberen und unteren Sensoren messen jeweils die Position der oberen Oberfläche des Glassubstrats und die Position der unteren Oberfläche, und die Dicke des Glassubstrats wird von einem Computer berechnet. Das Steuerprinzip des Laserdickenmessgeräts ist in Abbildung 1 und das Lasermessprinzip in Abbildung 2 dargestellt.
Das Flüssigkristall-Glassubstrat hat strenge Anforderungen an die Qualitätskontrolle und stellt hohe Anforderungen an die Genauigkeit der Ausrüstung. Die Anwendung des Laser-Dickenmessgeräts kompensiert effektiv den Mangel des Kontaktdicken-Messgeräts: Die Dicke des Glassubstrats wird als Untersuchungsobjekt verwendet und die Anwendung des Laser-Dickenmesssystems im Flüssigkristallglassubstrat wird analysiert.
Einführung in das Laser-Dickenmessgerät: Laser ist ein spezieller paralleler Strahl, der durch Laser erzeugt wird und hervorragende physikalische Eigenschaften wie starke Richtwirkung, hohe Helligkeit, reine Farbe und enge Pulsbreite aufweist. Das Laser-On-Line-Dickenmessgerät besteht im Allgemeinen aus zwei Laser-Wegsensoren, die sich vertikal gegenüberliegen: Die oberen und unteren Sensoren messen jeweils die Position der oberen Oberfläche des Glassubstrats und die Position der unteren Oberfläche, und die Dicke des Glassubstrats wird von einem Computer berechnet. Das Steuerprinzip des Laserdickenmessgeräts ist in Abbildung 1 und das Lasermessprinzip in Abbildung 2 dargestellt.
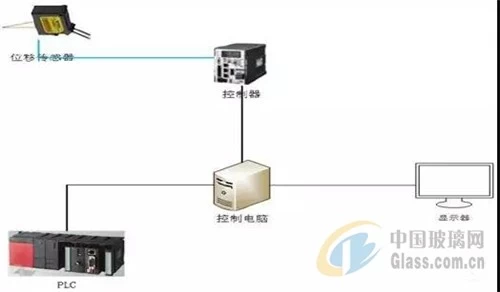
Abbildung 1 Steuerschema für Laser-Dickenmessgeräte
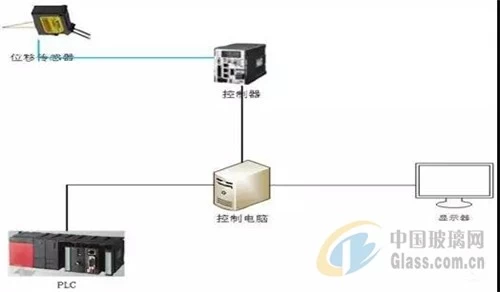
Abbildung 2 Lasermessschema
Funktionsprinzip: Es gibt zwei Erfassungsverfahren für das Laser-Online-Dickenmessgerät, doppelseitige Lasererkennung (2 Laser-Triangulationssensoren) und einseitige Walzenerkennung (1 Laser-Triangulationssensor). Beide Erfassungsverfahren werden angewendet. Messen Sie den Abstand vom Sensor zur Oberfläche des zu prüfenden Materials. Abhängig von den Konstruktionsanforderungen wird ein zusätzlicher Sensor, typischerweise ein hochpräziser Turbinensensor, verwendet, um den Abstand zwischen den zweiseitigen Sensoren oder den Abstand des einseitigen Sensors von der Referenz zu messen. Der Vorteil des Laser-On-Line-Dickenmesssystems ist die berührungslose Messung, die genauer als das Kontaktdickenmessgerät ist und durch den Verschleiß der Sonde keine Präzision verliert.
Nachteile der herkömmlichen Dickenmeßtechnik: (1) Die Messfrequenz ist niedrig: Derzeit beträgt die Messfrequenz alle 5 Blatt 1 Mal, und jede Messung dauert 8 bis 10 Sekunden, was den tatsächlichen Zustand der Dicke jedes Glassubstrats nicht in Echtzeit widerspiegeln kann. (2) Die Datenverzerrungsrate ist groß, was zu einer großen Datenerfassungsverzerrungsrate führt, die die Dickenqualität des Glassubstrats nicht vollständig widerspiegeln kann. (3) Die Verbrauchskosten sind hoch und der Positionssensor wird aufgrund der Verwendung des Positionssensors mit festem Kontakt in seiner Abnutzung beschleunigt, und der Austauschzyklus wird verkürzt.
Vorteile der Online-Dickenmess-Technologie von Lasern: (1) Online-Echtzeitüberwachung, ein Überwachungssystem, das aus einem Laserdetektor besteht: Die Messgeschwindigkeit ist schnell und kann die Anforderungen einer Platte und einer Messung vollständig erfüllen, wodurch die Dickenqualität des Flüssigkristallsubstrats sichergestellt wird. Echtzeitüberwachung (2) Statistische Analyse der Daten, das System berechnet den Dickenwert und die Koordinatenposition jedes Punkts und überträgt sie an das Anzeigemodul, bestimmt dann den Dickenverlauf des nachfolgenden Glassubstrats entsprechend dem Trend jeder Dickenänderung und stellt die Dickeneinstellung für das Prozesspersonal bereit. Richtung (3) Abnormaler Alarm: Sie können die Ober- und Untergrenzen des Dickenschwankungsbereichs manuell einstellen und das Substrat für abnormale Dicken über den eingestellten Bereich hinaus alarmieren. Inspektion, Verringerung des Produktabfalls und das System kann auch ungewöhnliche Produkte lokalisieren und isolieren. (4) Der Messabstand zwischen einzelnen Punkten kann gesteuert und gesteuert werden. Die Laserdickenmesskapazität ist groß, die Datenverarbeitung ist schnell und der Messtrennabstand zwischen einzelnen Punkten kann gesteuert und gesteuert werden. Der Trennabstand kann bis zu 1 mm genau sein, was die Messgenauigkeit erheblich verbessert. Gleichzeitig ist es wirksam, das Auftreten einer fehlenden Erfassung aufgrund lokaler Dickenanomalien zu vermeiden, die durch den Messabstand verursacht werden.
Lasertechnologie als High-Tech, immer mehr Anwendungen in der Flüssigkristallglas-Substratindustrie im letzten Jahrzehnt. Beispielsweise wird die Laserkorrekturtechnologie zur Kalibrierung des Formofenzentrums angewendet, die Laserschneidtechnologie wird anstelle des Querschneidens zur Online-Zerlegung des Glassubstrats verwendet, um die Erzeugung von Glasstaub zu reduzieren, und die Infrarot-Wärmebildtechnologie wird auf interne Gerätefehler des Hochtemperaturofens angewendet. Es wird bestimmt, dass verschiedene externe und interne Fehler basierend auf der Verteilung des Temperaturfelds der Wärmebildgebung, dem Messen des Temperaturwerts eines beliebigen Teils und dergleichen diagnostiziert werden können.
Funktionsprinzip: Es gibt zwei Erfassungsverfahren für das Laser-Online-Dickenmessgerät, doppelseitige Lasererkennung (2 Laser-Triangulationssensoren) und einseitige Walzenerkennung (1 Laser-Triangulationssensor). Beide Erfassungsverfahren werden angewendet. Messen Sie den Abstand vom Sensor zur Oberfläche des zu prüfenden Materials. Abhängig von den Konstruktionsanforderungen wird ein zusätzlicher Sensor, typischerweise ein hochpräziser Turbinensensor, verwendet, um den Abstand zwischen den zweiseitigen Sensoren oder den Abstand des einseitigen Sensors von der Referenz zu messen. Der Vorteil des Laser-On-Line-Dickenmesssystems ist die berührungslose Messung, die genauer als das Kontaktdickenmessgerät ist und durch den Verschleiß der Sonde keine Präzision verliert.
Nachteile der herkömmlichen Dickenmeßtechnik: (1) Die Messfrequenz ist niedrig: Derzeit beträgt die Messfrequenz alle 5 Blatt 1 Mal, und jede Messung dauert 8 bis 10 Sekunden, was den tatsächlichen Zustand der Dicke jedes Glassubstrats nicht in Echtzeit widerspiegeln kann. (2) Die Datenverzerrungsrate ist groß, was zu einer großen Datenerfassungsverzerrungsrate führt, die die Dickenqualität des Glassubstrats nicht vollständig widerspiegeln kann. (3) Die Verbrauchskosten sind hoch und der Positionssensor wird aufgrund der Verwendung des Positionssensors mit festem Kontakt in seiner Abnutzung beschleunigt, und der Austauschzyklus wird verkürzt.
Vorteile der Online-Dickenmess-Technologie von Lasern: (1) Online-Echtzeitüberwachung, ein Überwachungssystem, das aus einem Laserdetektor besteht: Die Messgeschwindigkeit ist schnell und kann die Anforderungen einer Platte und einer Messung vollständig erfüllen, wodurch die Dickenqualität des Flüssigkristallsubstrats sichergestellt wird. Echtzeitüberwachung (2) Bei der statistischen Analyse der Daten berechnet das System den Dickenwert und die Koordinatenposition jedes Punktes und überträgt sie an das Anzeigemodul und bestimmt dann das Follow-up entsprechend dem Trend jeder Dicke.GlasDer Trend der Substratdickenänderungen gibt dem Prozesspersonal eine Dickenanpassungsrichtung. (3) Abnormaler Alarm: Sie können die Ober- und Untergrenzen des Dickenschwankungsbereichs manuell einstellen und das Substrat für abnormale Dicken über den eingestellten Bereich hinaus alarmieren. Inspektion, Verringerung des Produktabfalls und das System kann auch ungewöhnliche Produkte lokalisieren und isolieren. (4) Der Messabstand zwischen einzelnen Punkten kann gesteuert und gesteuert werden. Die Laserdickenmesskapazität ist groß, die Datenverarbeitung ist schnell und der Messtrennabstand zwischen einzelnen Punkten kann gesteuert und gesteuert werden. Der Trennabstand kann bis zu 1 mm genau sein, was die Messgenauigkeit erheblich verbessert. Gleichzeitig ist es wirksam, das Auftreten einer fehlenden Erfassung aufgrund lokaler Dickenanomalien zu vermeiden, die durch den Messabstand verursacht werden.
Lasertechnologie als High-Tech, immer mehr Anwendungen in der Flüssigkristallglas-Substratindustrie im letzten Jahrzehnt. Beispielsweise wird die Laserkorrekturtechnologie zur Kalibrierung des Formofenzentrums angewendet, die Laserschneidtechnologie wird anstelle des Querschneidens zur Online-Zerlegung des Glassubstrats verwendet, um die Erzeugung von Glasstaub zu reduzieren, und die Infrarot-Wärmebildtechnologie wird auf interne Gerätefehler des Hochtemperaturofens angewendet. Es wird bestimmt, dass verschiedene externe und interne Fehler basierend auf der Verteilung des Temperaturfelds der Wärmebildgebung, dem Messen des Temperaturwerts eines beliebigen Teils und dergleichen diagnostiziert werden können.