

















Toepassing van laserdiktemeettechnologie bij de productie van vloeibaar kristallijn substraat
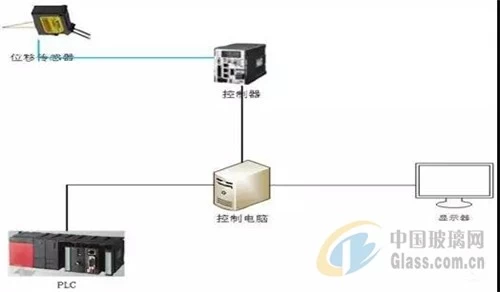
Inleiding tot de laserdiktemeter: Laser is een speciale, door laser geproduceerde, evenwijdige laserstraal met uitstekende fysieke eigenschappen, zoals sterke richtingsgevoeligheid, hoge helderheid, zuivere kleur en smalle pulsbreedte. Typisch een laserlijn dikte van de bovenste en onderste twee-beam laser verplaatsingssensor bestaat wijze twee sensoren gemeten locaties op het bovenste en onderste glassubstraat oppervlak en de positie van het onderoppervlak, wordt de dikte van het glassubstraat berekend met een computer. Het besturingsprincipe van de laserdiktemeter wordt getoond in Figuur 1 en het lasermeetsprincipe wordt getoond in Figuur 2.
Het substraat van vloeibaarkristallen glas heeft strikte kwaliteitscontrolevereisten en hoge nauwkeurigheidseisen voor apparatuur. Het traditionele meetinstrument van de dikte van het contacttype kan niet voldoen aan de huidige productievereisten. De toepassing van de laserdiktenmeetinrichting compenseert op effectieve wijze het tekort aan de meetinrichting voor de contactdikte, de dikte van het glassubstraat wordt als het onderzoeksobject beschouwd en de toepassing van het laserdiktemeetsysteem in het vloeibaarkristallensubstraat wordt geanalyseerd.
Inleiding tot de laserdiktemeter: Laser is een speciale, door laser geproduceerde, evenwijdige laserstraal met uitstekende fysieke eigenschappen, zoals sterke richtingsgevoeligheid, hoge helderheid, zuivere kleur en smalle pulsbreedte. Typisch een laserlijn dikte van de bovenste en onderste twee-beam laser verplaatsingssensor bestaat wijze twee sensoren gemeten locaties op het bovenste en onderste glassubstraat oppervlak en de positie van het onderoppervlak, wordt de dikte van het glassubstraat berekend met een computer. Het besturingsprincipe van de laserdiktemeter wordt getoond in Figuur 1 en het lasermeetsprincipe wordt getoond in Figuur 2.
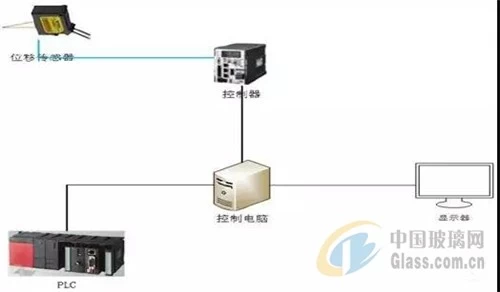
Figuur 1 Regeldiagram van de laserdiktemeter
Figuur 2 Lasermetingschema
Werkingsprincipe: twee laserbundels lijndikte detectiemethode, laser detectoren dubbelzijdig (twee laser triangulatie sensoren) en het enkelzijdige detectierol (a laser triangulatie sensor), twee detectiemethoden door Meet de afstand van de sensor tot het oppervlak van het te testen materiaal. Afhankelijk van de ontwerpvereisten wordt een extra sensor, meestal een uiterst nauwkeurige turbinesensor, gebruikt om de afstand tussen de tweezijdige sensoren te meten of om de afstand van de enkelzijdige sensor tot de referentie te meten. Het voordeel van het laser-online diktemeetsysteem is dat het gebruik maakt van contactloze metingen, die nauwkeuriger zijn dan de contactdiktemeter en door nauwkeurigheid van de meetsonde niet uit het oog verliezen.
Nadelen van de gebruikelijke dikte meettechnieken: (1) het meten van de frequentie laag is, de stroommeting frequentie om de 5 gemeten, iedere meting met 8 ~ 10 s, niet in real-time de werkelijke situatie van het glassubstraat dikte iedere reflecteren, (2) De gegevensvervormingssnelheid is groot, hetgeen resulteert in een grote gegevensverzamelingsvervormingssnelheid, die de diktekwaliteit van het glassubstraat niet volledig kan weerspiegelen. (3) De verbruikskosten zijn groot en de positiesensor is versneld versleten vanwege het gebruik van de vaste contactpositiesensor en de vervangingscyclus is ingekort.
Voordeel van laserlijn dikte meettechnieken: (1) On-line real-time monitoring, zijnde het gebruik van een controle bestaande uit een laserdetector, hoge snelheid, kan volledig aan de behoeften van een test om te waarborgen dat de kwaliteit van het vloeibaar kristalsubstraat glasdikte Real-time monitoring. (2) signalen, wordt het systeem berekend voor elk punt diktewaarde en de coördinaatpositie en overgedragen naar de displaymodule, is de dikte wisseling per trend bepaalt het systeem een latere wijziging van de dikte van het glassubstraat, werd de dikte ingesteld op een werkwijze van de techniek verschaffen richting. (3) error alarm kan handmatig worden ingesteld boven- en ondergrens van de dikte fluctuatiebereik, abnormale dikte van het substraat binnen het instelbereik van het alarm, het personeel kan abnormaal de eerste keer wordt de bewerkingstijd verkort uitzondering voorkomen abnormale dikte van het substraat kwaliteit drain Inspectie, vermindering van productafval en het systeem kan ook abnormale producten lokaliseren en isoleren. (4) de afstand tussen een punt van het bestuurbaar aanpassen van de laser diktemeting grote capaciteit, dataverwerkingssnelheid, de afstand tussen een enkel punt meetinterval kan worden ingesteld op een geregelde, nauwkeurige afstandsmeting tot 1 mm te bereiken, sterk verbeteren van de meetnauwkeurigheid Tegelijkertijd is het effectief om het optreden van gemiste detectie te voorkomen als gevolg van lokale dikteafwijkingen veroorzaakt door de meetafstand.
Lasertechnologie als een hightech, meer en meer toepassingen in de sector van het substraat van vloeibaarkristalplas in het afgelopen decennium. Bijvoorbeeld: lasercorrectie technieken die in de vormende stookinrichting centrum correctie, lasersnijden techniek op een glassubstraat snijlijn in plaats transversale mes verminderen glasstof; infrarood warmtebeeldtechnologie in een oven van hoge temperatuur inwendige materiaal defecten Vastgesteld wordt dat verschillende externe en interne fouten kunnen worden gediagnosticeerd op basis van de verdeling van het temperatuurveld van de thermische beeldvorming, het meten van de temperatuurwaarde van elk onderdeel en dergelijke.
Werkingsprincipe: twee laserbundels lijndikte detectiemethode, laser detectoren dubbelzijdig (twee laser triangulatie sensoren) en het enkelzijdige detectierol (a laser triangulatie sensor), twee detectiemethoden door Meet de afstand van de sensor tot het oppervlak van het te testen materiaal. Afhankelijk van de ontwerpvereisten wordt een extra sensor, meestal een uiterst nauwkeurige turbinesensor, gebruikt om de afstand tussen de tweezijdige sensoren te meten of om de afstand van de enkelzijdige sensor tot de referentie te meten. Het voordeel van het laser-online diktemeetsysteem is dat het gebruik maakt van contactloze metingen, die nauwkeuriger zijn dan de contactdiktemeter en door nauwkeurigheid van de meetsonde niet uit het oog verliezen.
Nadelen van de gebruikelijke dikte meettechnieken: (1) het meten van de frequentie laag is, de stroommeting frequentie om de 5 gemeten, iedere meting met 8 ~ 10 s, niet in real-time de werkelijke situatie van het glassubstraat dikte iedere reflecteren, (2) De gegevensvervormingssnelheid is groot, hetgeen resulteert in een grote gegevensverzamelingsvervormingssnelheid, die de diktekwaliteit van het glassubstraat niet volledig kan weerspiegelen. (3) De verbruikskosten zijn groot en de positiesensor is versneld versleten vanwege het gebruik van de vaste contactpositiesensor en de vervangingscyclus is ingekort.
Voordeel van laserlijn dikte meettechnieken: (1) On-line real-time monitoring, zijnde het gebruik van een controle bestaande uit een laserdetector, hoge snelheid, kan volledig aan de behoeften van een test om te waarborgen dat de kwaliteit van het vloeibaar kristalsubstraat glasdikte Real-time monitoring. (2) signalen, wordt het systeem berekend voor elk punt diktewaarde en de coördinaatpositie en overgedragen naar de displaymodule, is de dikte wisseling per trend, bepaalt het systeem de volgendeglasDe trend van veranderingen in de substraatdikte verschaft het procespersoneel een richting voor het aanpassen van de dikte. (3) error alarm kan handmatig worden ingesteld boven- en ondergrens van de dikte fluctuatiebereik, abnormale dikte van het substraat binnen het instelbereik van het alarm, het personeel kan abnormaal de eerste keer wordt de bewerkingstijd verkort uitzondering voorkomen abnormale dikte van het substraat kwaliteit drain Inspectie, vermindering van productafval en het systeem kan ook abnormale producten lokaliseren en isoleren. (4) de afstand tussen een punt van het bestuurbaar aanpassen van de laser diktemeting grote capaciteit, dataverwerkingssnelheid, de afstand tussen een enkel punt meetinterval kan worden ingesteld op een geregelde, nauwkeurige afstandsmeting tot 1 mm te bereiken, sterk verbeteren van de meetnauwkeurigheid Tegelijkertijd is het effectief om het optreden van gemiste detectie te voorkomen als gevolg van lokale dikteafwijkingen veroorzaakt door de meetafstand.
Lasertechnologie als een hightech, meer en meer toepassingen in de sector van het substraat van vloeibaarkristalplas in het afgelopen decennium. Bijvoorbeeld: lasercorrectie technieken die in de vormende stookinrichting centrum correctie, lasersnijden techniek op een glassubstraat snijlijn in plaats transversale mes verminderen glasstof; infrarood warmtebeeldtechnologie in een oven van hoge temperatuur inwendige materiaal defecten Vastgesteld wordt dat verschillende externe en interne fouten kunnen worden gediagnosticeerd op basis van de verdeling van het temperatuurveld van de thermische beeldvorming, het meten van de temperatuurwaarde van elk onderdeel en dergelijke.