

















액정 유리 기판 제조시의 레이저 두께 측정 기술의 응용
Laser Thickness Gauge 소개 : 레이저는 레이저에 의해 생성되는 특수한 평행 빔으로 강한 지향성, 높은 밝기, 순수한 색상 및 좁은 펄스 폭과 같은 우수한 물성을 가지고 있습니다. 일반적으로 상부 및 하부 두 개의 빔 레이저 변위 센서 구성으로함으로써 레이저 라인 두께, 두 개의 센서가 상부 및 하부 유리 기판 표면과 하부 표면의 위치에 대한 위치를 측정하고, 유리 기판의 두께는 컴퓨터에 의해 계산된다. 레이저 두께 측정 장치의 제어 원리는 그림 1에 나와 있으며 레이저 측정 원리는 그림 2에 나와 있습니다.
액정 유리 기판은 엄격한 품질 관리 요구 사항과 높은 장비 정밀도 요구 사항을 가지고 있습니다. 기존의 접촉 식 두께 측정 장치는 현재 생산 요구 사항을 충족시킬 수 없습니다. 레이저 두께 측정 장치의 응용은 접촉 두께 측정 장치의 부족을 효과적으로 보상한다. 유리 기판의 두께를 연구 대상으로하고, 액정 유리 기판에 레이저 두께 측정 시스템의 적용을 분석한다.
Laser Thickness Gauge 소개 : 레이저는 레이저에 의해 생성되는 특수한 평행 빔으로 강한 지향성, 높은 밝기, 순수한 색상 및 좁은 펄스 폭과 같은 우수한 물성을 가지고 있습니다. 일반적으로 상부 및 하부 두 개의 빔 레이저 변위 센서 구성으로함으로써 레이저 라인 두께, 두 개의 센서가 상부 및 하부 유리 기판 표면과 하부 표면의 위치에 대한 위치를 측정하고, 유리 기판의 두께는 컴퓨터에 의해 계산된다. 레이저 두께 측정 장치의 제어 원리는 그림 1에 나와 있으며 레이저 측정 원리는 그림 2에 나와 있습니다.
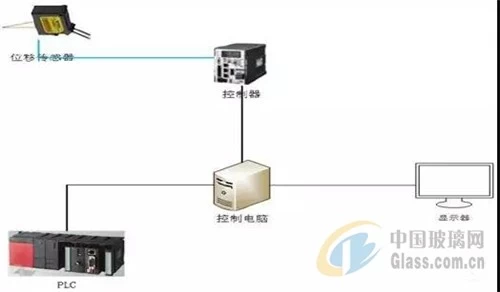
그림 1 레이저 두께 측정 장치 제어 회로도
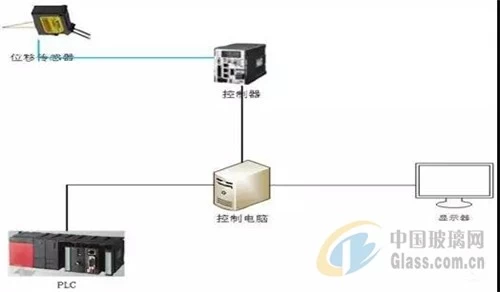
그림 2 레이저 측정 회로도
작동 원리 : 양면 레이저 감지 (2 레이저 삼각 측량 센서) 및 단면 롤러 감지 (1 레이저 삼각 측량 센서) 인 두 가지 감지 방법이 두 가지 방법으로 채택됩니다. 센서에서 테스트 할 재료의 표면까지의 거리를 측정합니다. 설계 요구 사항에 따라 양면 센서 사이의 거리를 측정하거나 단면 센서에서 기준까지의 거리를 측정하기 위해 일반적으로 고정밀 터빈 센서 인 추가 센서가 사용됩니다. 레이저 온라인 두께 측정 시스템의 장점은 접촉 두께 측정보다 정확하고 프로브 마모로 인한 정밀도를 잃지 않는 비접촉 측정을 사용한다는 것입니다.
종래의 두께 측정 방법의 단점은 (1) 주파수가 낮은 측정 전류 측정 주파수가 아닌 실시간으로 8 ~ 10 초, 각 측정은 각 유리 기판 두께의 실제 상황을 반영 한번씩 5 측정 (2) 데이터 왜곡률이 커서 유리 기판의 두께 품질을 완전히 반영하지 못하는 큰 데이터 수집 왜곡률을 초래합니다. (3) 소비 비용이 크고, 고정 접점 위치 센서의 사용으로 인해 마모가 빨라지고 교체주기가 단축됩니다.
레이저 선을 이용 측정 기법 두께 : (1)은 레이저 검출기 구성된 모니터링 시스템을 사용하는 것이다 실시간 모니터링 라인에 높은 속도가 충분히 보장하기 위해 테스트를 수행의 요구를 충족 할 수있는 액정 기판 유리 두께의 품질 실시간 모니터링. (2) 데이터 분석 시스템이 각 점의 두께 값을 계산하고, 위치 좌표, 상기 디스플레이 모듈로 전송하고 추세에 따라 두께 변화는, 시스템이 유리 기판의 두께의 연속적인 변경을 결정하고, 막 두께는 당해 기술 분야의 방법을 제공하는 조정 방향. (3) 오류 알람 수동 두께 변동 범위의 상한과 하한을 설정 될 수 있으며, 알람의 설정 범위 내에서 상기 기판의 비정상적 두께가 직원들이 처음에 이상이 될 수 있으며, 처리 시간은 기판 품질 드레인 이상 두께를 회피 예외를 짧게 검사를 통해 제품 낭비를 줄이고 시스템은 비정상 제품을 찾아 분리 할 수 있습니다. (4) 제어 가능 레이저 두께 측정 대용량 데이터 처리 속도, 단일 점 측정 간격 사이의 거리를 조절하는 하나의 점 사이의 거리를 측정하는 1mm로하는 제어, 정확한 거리를 얻기 위해 조정될 수있다 크게 측정 정밀도를 향상 동시에 측정 간격으로 인한 국부적 인 두께 편차로 인한 누락 감지의 발생을 피하는 것이 효과적입니다.
지난 10 년간 액정 유리 기판 업계에서 하이테크, 점점 더 많은 응용 분야의 레이저 기술. 예를 들어 성형 퍼니스 설치 센터 보정에 사용되는 레이저 정정 기법, 유리 기판의 절단 라인에 레이저 가공 기술 대신 교차 절단 칼, 유리 가루를 감소 적외선 열 화상 기술을 고온 노 내부 장비 결함 판정 열상의 온도 필드의 임의의 온도 측정 값이 부 다양한 외부 및 내부 결함 진단 등에 따라 배포 될 수있다.
작업 원리 두 레이저 선 두께 검출 방법, 레이저 검출기 양면 (2 개의 레이저 삼각 측량 센서) 및 단면 검지 롤러 (레이저 삼각 측량 센서)이며, 두 개의 검출 방법은 기준이다 센서에서 테스트 할 재료의 표면까지의 거리를 측정합니다. 설계 요구 사항에 따라 양면 센서 사이의 거리를 측정하거나 단면 센서에서 기준까지의 거리를 측정하기 위해 일반적으로 고정밀 터빈 센서 인 추가 센서가 사용됩니다. 레이저 온라인 두께 측정 시스템의 장점은 접촉 두께 측정보다 정확하고 프로브 마모로 인한 정밀도를 잃지 않는 비접촉 측정을 사용한다는 것입니다.
종래의 두께 측정 방법의 단점은 (1) 주파수가 낮은 측정 전류 측정 주파수가 아닌 실시간으로 8 ~ 10 초, 각 측정은 각 유리 기판 두께의 실제 상황을 반영 한번씩 5 측정 (2) 데이터 왜곡률이 커서 유리 기판의 두께 품질을 완전히 반영하지 못하는 큰 데이터 수집 왜곡률을 초래합니다. (3) 소비 비용이 크고, 고정 접점 위치 센서의 사용으로 인해 마모가 빨라지고 교체주기가 단축됩니다.
레이저 선을 이용 측정 기법 두께 : (1)은 레이저 검출기 구성된 모니터링 시스템을 사용하는 것이다 실시간 모니터링 라인에 높은 속도가 충분히 보장하기 위해 테스트를 수행의 요구를 충족 할 수있는 액정 기판 유리 두께의 품질 실시간 모니터링. (2) 데이터 분석 시스템이 각 점의 두께 값을 계산하고, 위치 좌표, 상기 디스플레이 모듈로 전송하고 추세에 따라 두께 변화는, 시스템은 다음을 결정유리기판 두께 변화 추세는 공정 작업자에게 두께 조정 방향을 제공합니다. (3) 오류 알람 수동 두께 변동 범위의 상한과 하한을 설정 될 수 있으며, 알람의 설정 범위 내에서 상기 기판의 비정상적 두께가 직원들이 처음에 이상이 될 수 있으며, 처리 시간은 기판 품질 드레인 이상 두께를 회피 예외를 짧게 검사를 통해 제품 낭비를 줄이고 시스템은 비정상 제품을 찾아 분리 할 수 있습니다. (4) 제어 가능 레이저 두께 측정 대용량 데이터 처리 속도, 단일 점 측정 간격 사이의 거리를 조절하는 하나의 점 사이의 거리를 측정하는 1mm로하는 제어, 정확한 거리를 얻기 위해 조정될 수있다 크게 측정 정밀도를 향상 동시에 측정 간격으로 인한 국부적 인 두께 편차로 인한 누락 감지의 발생을 피하는 것이 효과적입니다.
지난 10 년간 액정 유리 기판 업계에서 하이테크, 점점 더 많은 응용 분야의 레이저 기술. 예를 들어 성형 퍼니스 설치 센터 보정에 사용되는 레이저 정정 기법, 유리 기판의 절단 라인에 레이저 가공 기술 대신 교차 절단 칼, 유리 가루를 감소 적외선 열 화상 기술을 고온 노 내부 장비 결함 판정 열상의 온도 필드의 임의의 온도 측정 값이 부 다양한 외부 및 내부 결함 진단 등에 따라 배포 될 수있다.