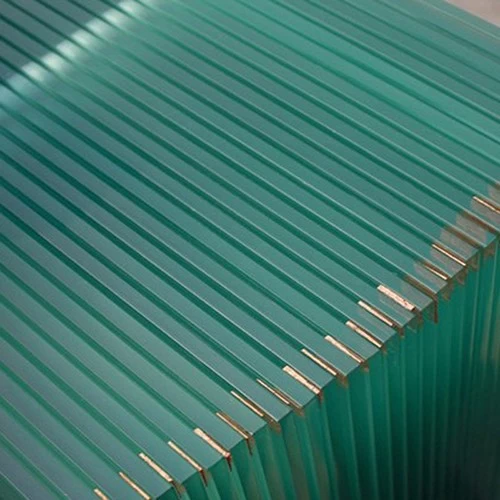
Tempered glass analysis of the common problems and solutions
fanyumaoyi
chinamirrormanufacturer.com
2016-11-23 11:02:52
Tempered glass of appearance quality problem has many performance form, we according to its appeared in production process in the stage of different, will its is divided into two big class: ① by original tablets quality defects caused of tempered glass appearance quality problem, as: points-like defects (bubble, and inclusion real), and designated injury, and optical deformation,; II by tempered processing process caused of appearance quality problem, as: tempered glass of flat degrees problem (wave lines, and anastomosis degrees, and board surface deformation), and optical aspects of problem (Central grey, and stress spot overweight, and Rainbow phenomenon), and lies, and Scratches, pits, etc.
One, caused by a defective original film presentation quality problems and reason analysis of the most common are: point defects (bubbles, inclusions), scratch, optical distortion, etc. Bubbles, inclusions and optical deformations are inherent defects of the original Board, scratch is formed in the raw glass production and handling process.
If original tablets up not to corresponding of standard requirements, not only will makes tempered Hou of glass in appearance quality aspects up not to tempered glass national standards requirements, while also will greatly increased tempered glass of fried furnace, and stress distribution not uniform, and since burst, and mechanical strength reduced, and hot stability and various security can variable poor of risk, led to tempered furnace of discontinued, and clear furnace, makes products of yield and production efficiency declined, production cost of rose, caused didn't necessary of waste.
Tempered glass manufacturers even adjust the furnace parameters cannot be avoided such problems from happening, and only through the strict control of the production management system of enterprises, strengthen training for staff, the operator proficiency test standards and test methods, rigorous screening of raw glass, avoid any questionable pieces of glass into the stage of processing.
Second, caused by the tempering process of presentation quality problems of the most common are: tempered glass the flatness problem (wave lines, alignment, deformation of the plate surface), optical issues (Central grey, wind-heavy spots and iridescent phenomena), the white road, scratches, pits, etc.
1, bad tempered glass flatness problem
Tempered glass flatness problems can be divided into 2 categories:
1th, curved tempered glass flatness problems. For this type of problem is usually considered its alignment indicators, when curved tempered glass products when there is a fit do not meet design requirements, mainly the following 3:
1) deviation of finished glass distortions and design requirements. This shows the need for bending tempered glass on the roller is not placed correctly, bending parallel to the center line and roller not glass, if that is the case, the operator needs to adjust the Film Board on the glass in position, bending the glass parallel to the center line and roller in the State.
2) depth different bending of glass and design of finished products. This means tempering process parameters setting problem: during the heating phase, the heating temperature of the glass is not enough; during the cooling phase, mainly on the grille Tuyere wind blowing out of sync when, in a turn on the hair dryer first when the hair dryer, opened after a hair dryer. If the hair dryer blowing open, forming Glass bending depth will increase, and vice versa, blowing open a hair dryer on, forming Glass bending depth decreases, not according to the design depth of arc. Operator parameters can be adjusted again, bending of glass and adjusted depth.
-Quality does not meet the design requirements of the finished glass. Operators can adjust heating and bending and chilling time or extent of bending the tension of the drive chain, through adjustments to the tempering process parameters or equipment to solve this kind of problem.
2nd class, flat tempered glass flatness problems. This problem has the following 5 categories:
1) glass is heated up and down caused by the temperature difference at the surface of the glass distortion
① tempered glass Board face upward. This phenomenon is due to glass in heating furnace within was heating Hou, appeared glass Shang surface of temperature above Xia surface of temperature of situation, keep this temperature State of glass into cooling room cooling, in cooling process in the, dang glass upper and lower surface of cooling temperature and wind pressure, conditions same Shi, due to glass Shang surface temperature high, cooling Hou Shang surface of contraction volume is greater than Xia surface, will appeared glass oriented Shang bent deformation of phenomenon.
This is the case, can raise the temperature of the heating furnace bottom to minimize upper and lower temperature differences on the surface of the glass.
②Tempered glassPlate bend downward. This phenomenon is due to glass in heating furnace within was heating Hou, appeared glass Xia surface of temperature above Shang surface of temperature of situation, keep this temperature State of glass into cooling room cooling, in cooling process in the, dang glass upper and lower surface of cooling temperature and wind pressure, conditions same Shi, due to glass Xia surface temperature high, cooling Hou Xia surface of contraction volume is greater than Shang surface, will appeared glass oriented Xia bent deformation of phenomenon.
This is the case, can reduce bottom of furnace temperature to minimize upper and lower temperature differences on the surface of the glass.
2) glass in the middle and edges caused by the temperature difference on heating deformation of glass
Glass in heating furnace within after heating Hou, if its middle parts of temperature above side Department of temperature, so in cooling process in the, glass Shang temperature high of middle parts of contraction volume, will is greater than temperature lower of side Department of contraction volume, dang glass was cooling to at room temperature State Shi, glass of side Department size on will is greater than middle parts of size, in glass of side Department formed larger of pressure stress, to appeared glass oriented Xia bent deformation of phenomenon.
Also, glass in heating furnace within after heating Hou, if its side Department of temperature above middle parts of temperature, so in cooling process in the, glass Shang temperature high of middle parts of contraction volume will is greater than temperature lower of side Department of contraction volume, dang glass was cooling to at room temperature State Shi, glass middle parts of size on will is greater than side Department of size, in glass of side Department formed larger of tensile stress, to appeared glass oriented Shang bent deformation of phenomenon.
Above which this situation appears, you can adjust the local temperature tempering furnace parameters or change the blade arrangement to solve.
3) random uneven temperature distribution caused by deformation of glass
Random uneven temperature distribution is mainly caused due to poor condition. Partial tempering furnace heating wire damage, location of the temperature sensor change or distortion, glass in the code on the rollers and unreasonable may cause uneven heating of glass. This random uneven temperature distribution would cause the glass heated in the nonuniform temperature distribution in the direction of the plate surface, the glass cools, different regions do not rule without regular contractions, led directly to local flatness deviation of the glass surface. This is the case, enterprises can establish reasonable overhaul, blade system to solve.
4) roller deformation caused by deformation of glass
Thermal deformation of roll deformation can be divided into the roller and roller wear and deformation.
① thermal deformation of roller glass caused by deformation.
Due to the thermal shock resistance of ceramics and quartz materials and thermal stability is very good, tempering furnace roller is generally using such material. Although both the thermal properties of the material excellent, but due to the internal structure of the roller is uneven, or heating after long-term use was established, will lead to thermal deformation under high temperature. Glass in this deformation of roller sports, will be deformed, leading to poor surface roughness.
② roller wear and deformation caused by the deformation of glass
Tempered glass production enterprise, when Bond appears on the tempering furnace roller solid impurities, grinding method is typically used to clear it. In the long production process, grinding roll coupled with repeated and prolonged use is likely to cause wear and wear due to the different levels, roller appears the problem of uneven thickness, eventually leading to movement in the roller deformation of the glass, the plate surface is not flat.
In addition, in the same furnace roller, due to changing at different times, different degree of wear of the roller when the roller on the surface of the glass in this uneven heating to soften temperature, and movement, it is prone to deformation of the surface. This situation not only in the heating Chamber, but can also occur in the cooling Chamber.
Appears above both of these circumstances, enterprises can develop regular and reasonable roller table inspection management system solution.
5) tempered glass wave pattern
Wave pattern refers to the glass surface has continuous ups and downs, which touch the glass surface can be felt. Main reasons for this phenomenon has the following 4 categories: ① high tempering temperature, heating time is too long. This happens, you can adjust the tempering process parameters, reducing the furnace temperature or heating time reduction to solve second individual diameter of roller, roller or roller bending deformation appears high standard. This happened, can be solved by replacing or adjusting roller height c roller rotation or slow transmission speed.
This happens, you can speed up the rotation of the rolls or transmission speed to resolve about tempering cooling processes phase, glass tempering furnace roller on the cooling unit does swing back and forth, this time, if the whole glass of quenching high temperature or air pressure is too low, it will make the glass surface of the wavy bend. This happens, should promptly lower furnace temperature and heating time.