
































Применение лазерных технологий измерения толщины в производстве жидкокристаллических стеклянных подл
Введение в лазерный измеритель толщины: Лазер - это специальный параллельный луч, производимый лазером, который обладает превосходными физическими свойствами, такими как высокая направленность, высокая яркость, чистый цвет и узкая ширина импульса. Онлайновый лазерный толщиномер обычно состоит из двух лазерных датчиков перемещения, которые расположены вертикально друг против друга: верхний и нижний датчики соответственно измеряют положение верхней поверхности стеклянной подложки и положение нижней поверхности, а толщина стеклянной подложки вычисляется компьютером. Принцип управления лазерным измерителем толщины показан на рисунке 1, а принцип лазерного измерения показан на рисунке 2.
Жидкокристаллическая подложка имеет строгие требования к контролю качества и высокие требования к точности оборудования. Традиционное устройство для измерения толщины контактного типа не может соответствовать современным производственным требованиям. Применение лазерного измерителя толщины эффективно компенсирует нехватку контактного измерителя толщины, в качестве объекта исследования берется толщина стеклянной подложки, и анализируется применение системы измерения толщины лазера в жидкокристаллической стеклянной подложке.
Введение в лазерный измеритель толщины: Лазер - это специальный параллельный луч, производимый лазером, который обладает превосходными физическими свойствами, такими как высокая направленность, высокая яркость, чистый цвет и узкая ширина импульса. Онлайновый лазерный толщиномер обычно состоит из двух лазерных датчиков перемещения, которые расположены вертикально друг против друга: верхний и нижний датчики соответственно измеряют положение верхней поверхности стеклянной подложки и положение нижней поверхности, а толщина стеклянной подложки вычисляется компьютером. Принцип управления лазерным измерителем толщины показан на рисунке 1, а принцип лазерного измерения показан на рисунке 2.
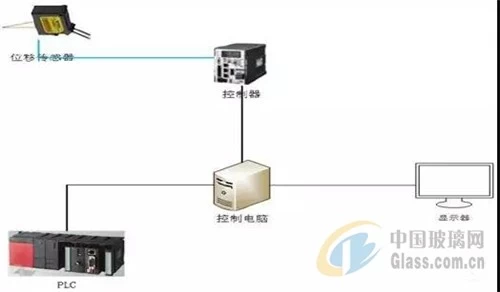
Рисунок 1 Схема управления устройством измерения толщины лазера
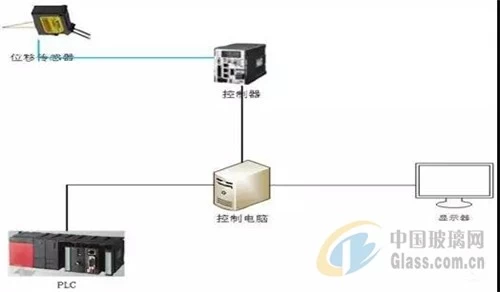
Рисунок 2 лазерная схема измерения
Принцип работы: существует два метода обнаружения для толщиномера с помощью лазера: двухстороннее лазерное обнаружение (2 лазерных датчика триангуляции) и одностороннее роликовое обнаружение (1 лазерный датчик триангуляции). Измерьте расстояние от датчика до поверхности тестируемого материала. В зависимости от требований к конструкции дополнительный датчик, обычно высокоточный датчик турбины, используется для измерения расстояния между двусторонними датчиками или для измерения расстояния от одностороннего датчика до эталонного. Преимущество лазерной онлайновой системы измерения толщины состоит в том, что она использует бесконтактное измерение, которое является более точным, чем датчик толщины контакта, и не теряет точность из-за износа зонда.
Недостатки традиционной технологии измерения толщины: (1) Частота измерения низкая. В настоящее время частота измерения составляет 1 раз на каждые 5 листов, и каждое измерение занимает от 8 до 10 с, что не может отражать истинное состояние толщины каждой стеклянной подложки в реальном времени, (2) Уровень искажения данных велик, что приводит к большой степени искажения сбора данных, которая не может полностью отражать качество толщины стеклянной подложки. (3) Расход потребления велик, и датчик положения ускоряется при износе из-за использования фиксированного датчика положения контакта, и цикл замены сокращается.
Преимущества лазерной технологии измерения толщины в режиме онлайн: (1) Мониторинг в режиме реального времени в режиме реального времени, который представляет собой систему мониторинга, состоящую из лазерного детектора. Скорость измерения высока, и она может полностью соответствовать требованиям одного листа и одного измерения, обеспечивая качество толщины жидкокристаллической подложки. Мониторинг в реальном времени. (2) Статистический анализ данных, система вычисляет значение толщины и координатное положение каждой точки и передает их в модуль отображения, а затем определяет тенденцию толщины последующей стеклянной подложки в соответствии с тенденцией каждого изменения толщины и обеспечивает регулировку толщины для технологического персонала. направление. (3) Ненормальная сигнализация, вы можете вручную установить верхний и нижний пределы диапазона отклонения толщины и сигнализировать о ненормальной толщине подложки за пределами установленного диапазона. Персонал может обнаружить отклонение в первый раз, сократить время отклонения от нормы и избежать ненормальной толщины и качественной утечки основания. Инспекция, сокращение отходов продукта, и система также может обнаружить и изолировать ненормальные продукты. (4) Измеряемое расстояние между отдельными точками можно контролировать и контролировать. Мощность измерения толщины лазера велика, обработка данных быстрая, а расстояние между измерениями между отдельными точками можно контролировать и контролировать. Расстояние разделения может быть с точностью до 1 мм, что значительно повышает точность измерения. В то же время эффективно избегать пропущенного обнаружения из-за локальных аномалий толщины, вызванных интервалом измерения.
Лазерные технологии как высокотехнологичные, все больше и больше приложений в промышленности подложки жидкокристаллического стекла в последнее десятилетие. Например, технология лазерной коррекции применяется для калибровки центра литьевой печи, технология лазерной резки применяется для резки стеклянной подложки в режиме онлайн вместо поперечной резки, чтобы уменьшить образование стеклянной пыли, технология инфракрасного теплового изображения применяется к внутренним дефектам оборудования высокотемпературной печи. Определяется, что различные внешние и внутренние неисправности могут быть диагностированы на основании распределения температурного поля тепловизионного изображения, измерения значения температуры любой детали и тому подобного.
Принцип работы: существует два метода обнаружения для толщиномера с помощью лазера: двухстороннее лазерное обнаружение (2 лазерных датчика триангуляции) и одностороннее роликовое обнаружение (1 лазерный датчик триангуляции). Измерьте расстояние от датчика до поверхности тестируемого материала. В зависимости от требований к конструкции дополнительный датчик, обычно высокоточный датчик турбины, используется для измерения расстояния между двусторонними датчиками или для измерения расстояния от одностороннего датчика до эталонного. Преимущество лазерной онлайновой системы измерения толщины состоит в том, что она использует бесконтактное измерение, которое является более точным, чем датчик толщины контакта, и не теряет точность из-за износа зонда.
Недостатки традиционной технологии измерения толщины: (1) Частота измерения низкая. В настоящее время частота измерения составляет 1 раз на каждые 5 листов, и каждое измерение занимает от 8 до 10 с, что не может отражать истинное состояние толщины каждой стеклянной подложки в реальном времени, (2) Уровень искажения данных велик, что приводит к большой степени искажения сбора данных, которая не может полностью отражать качество толщины стеклянной подложки. (3) Расход потребления велик, и датчик положения ускоряется при износе из-за использования фиксированного датчика положения контакта, и цикл замены сокращается.
Преимущества лазерной технологии измерения толщины в режиме онлайн: (1) Мониторинг в режиме реального времени в режиме реального времени, который представляет собой систему мониторинга, состоящую из лазерного детектора. Скорость измерения высока, и она может полностью соответствовать требованиям одного листа и одного измерения, обеспечивая качество толщины жидкокристаллической подложки. Мониторинг в реальном времени. (2) Статистический анализ данных, система вычисляет значение толщины и координатное положение каждой точки и передает их в модуль отображения, а затем определяет последующее наблюдение в соответствии с трендом каждой толщины.стеклоТенденция изменения толщины подложки предоставляет технологическому персоналу направление регулировки толщины. (3) Ненормальная сигнализация, вы можете вручную установить верхний и нижний пределы диапазона отклонения толщины и сигнализировать о ненормальной толщине подложки за пределами установленного диапазона. Персонал может обнаружить отклонение в первый раз, сократить время отклонения от нормы и избежать ненормальной толщины и качественной утечки основания. Инспекция, сокращение отходов продукта, и система также может обнаружить и изолировать ненормальные продукты. (4) Измеряемое расстояние между отдельными точками можно контролировать и контролировать. Мощность измерения толщины лазера велика, обработка данных быстрая, а расстояние между измерениями между отдельными точками можно контролировать и контролировать. Расстояние разделения может быть с точностью до 1 мм, что значительно повышает точность измерения. В то же время эффективно избегать пропущенного обнаружения из-за локальных аномалий толщины, вызванных интервалом измерения.
Лазерные технологии как высокотехнологичные, все больше и больше приложений в промышленности подложки жидкокристаллического стекла в последнее десятилетие. Например, технология лазерной коррекции применяется для калибровки центра литьевой печи, технология лазерной резки применяется для резки стеклянной подложки в режиме онлайн вместо поперечной резки, чтобы уменьшить образование стеклянной пыли, технология инфракрасного теплового изображения применяется к внутренним дефектам оборудования высокотемпературной печи. Определяется, что различные внешние и внутренние неисправности могут быть диагностированы на основании распределения температурного поля тепловизионного изображения, измерения значения температуры любой детали и тому подобного.